采用非式上胶系统时,防止粘边故障发生,有经验的师傅都会先将上胶辊两端的螺纹杆压紧,然后再在运行过程中慢慢调节上胶量。检查胶辊上胶量大小直接的办法是用食指挤压上胶辊,观察被挤压处胶液的厚度,两边一致即可。

产生粘边还与烘干机的烘干温度有关系。烘干系统有蒸发区、硬化区、排除异味区这3段区。蒸发区温度一般控制在60~70℃,硬化区和排除导味区的温度一般控制在70~80℃。烘干温度的高低是随着复合基材的宽度和厚度变化而变化的。复合基材的宽度变宽,厚度变厚,温度应相应提高,耐磨聚氨酯胶辊,否则会产生粘边。 复合基材的宽窄度也与粘边故障有关。如果印刷基材的宽度大于复合基材的宽度,一定会发生粘边。同时胶液会粘在热压辊上,严重影响产品质量。解决这一问题好的办法则是增大复合基材的宽度。如果是用的BOPP/OPP、OPP/PET复合结构,解决的办法是将印刷膜作为"复合基材"进行复合。
永盛教你如何清洗印刷胶辊
胶辊在印刷前、后须使专用清洗剂将胶辊清洗干净,以保持胶辊表面光洁,待用。
清洗不及时,胶辊包胶,油墨会通过胶辊表面绒毛状微孔粘附在微孔内,纸毛、污垢会附在胶辊表面。如停车时间过长,油墨结膜会造成两辊接触面粘连,再开车时会撕裂胶面,使胶辊报废。
清洗不到位,会产生釉化现象,导致亲墨性、传墨性降低,印刷胶辊,甚至造成脱墨。釉化使胶辊表面硬度提高、弹性下降,汕头胶辊,同时加快了胶辊的磨损,导致胶面出现麻点、龟裂,造成掉渣现象,影响印刷质量。
注:釉化是指胶辊表面硬化呈镜面状的现象。
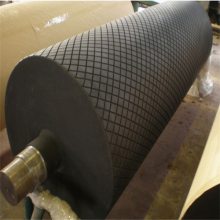
目前,以聚氨酯弹性体(PUR)为代表的液体橡胶在胶辊生产中前景广阔,它采用聚氨酯浇注机浇注形式,抛弃了复杂的成型操作与笨重的硫化设备,使胶辊生产工艺大为简化。不过,浇注式大的缺点是必须使用模具,对于大型胶辊特别是单个产品来说,开发模具将导致生产成本大幅提高,制约了推广的普及。
为解决这一难题,近年开始出现无模制造的聚氨酯胶辊新工艺。它以聚氧化醚多元醇(TDIOL)、(PIMG)和二苯甲烷二异氰酸酯(MDl) 为原料,混合搅拌之后快速反应,定量地浇注到缓慢旋转的胶辊金属芯上,一步一步实现边浇注边固化,后形成胶辊。这种工艺不仅流程短,机械化、自动化程度高,而且省去了笨重的模具,可随意根据要求生产各种规格尺寸的胶辊,使成本大幅度下降,现已成为PUR胶辊的主要发展方向。